




What is Polymer Injection Molding?
Injection molding uses mold tools to create useful parts from liquid material. A polymer is made of many similar subunits forming a large molecule. Therefore, injection molding polymers involves the use of liquid polymer as the material for injection molding procedures.
Best Polymers for Injection Molding

Nylon is a synthetic polymer made from polyamides. The commonly used nylon types are 6, 6/6, 66, and 6/66 for making wear pads, gears, etc.

Polycarbonate is a thermoplastic polymer with a high melting point and strength. Polycarbonate is used in automotive parts, safety helmets, equipment housing, bulletproof glass, etc.

Polystyrene can be a thermoset or thermoplastic, depending on the type in use. Its advantages include; low cost, easy to mold, and good electrical properties.
Acetal homopolymer is a suitable polymer for injection molding because it has good tensile strength, stiffness, and impact resistance. Such properties ensure shorter molding cycles.

The liquid-crystal polymer can make products like solar converters, inverters, and IC sockets. Its properties include; flame retardance, high mechanical strength, etc.

High-density polyethylene is a polymer composed of monomer ethylene. This polymer makes plastic bottles, pipes, packaging, plastic lumber, etc.
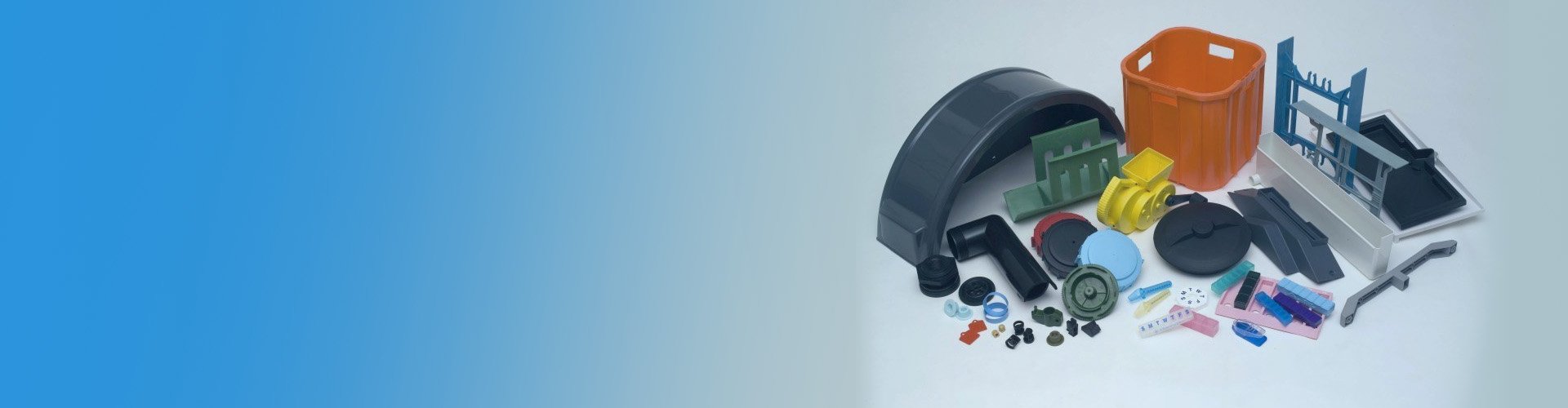
Polymer Injection Molded Parts Example
- Construction Industry – fasteners, various hand tools, accessories, etc.
- Medical Industry – surgical preparation parts, testing kits, dental x-ray parts, etc.
- Food Industry – food and beverage containers, beverage filtering and dispensing parts, over caps, components for the conveyor system, etc.
- Automotive Industry – cup holders, bumpers, dashboards, mirror housings, etc.

Step-by-step Polymer Injection Molding Process


The polymer injection molding process involves four main stages, as discussed below.
· Clamping
One of the components of an injection molding tooling is the clamping unit. The main function of a clamping unitu is to aid in moving the sliding half of the mold and secure it on top of the fixed half. Another use for the clamping unit is to ensure that the molding tool remains closed during the whole molding process. The main reason for fastening the two halves together is to allow for polymer injection.
· Injection
After clamping, the polymer that comes in the form of pellets can now be fed into the molding machine. The conditions within the mold aids in melting these pellets to form a liquid. Through the injection unit, the melted polymer is injected into the mold. Pressure build-up within the mold keeps the material intact within the cavities.
· Cooling
Cooling of the liquid is an automated process such that when the liquid touches the tool cavity walls, it cools gradually. The solidified part now takes the shape of the mold tool resulting in a functional part. Manufacturers are advised not to open the mold before the cooling time is over.
· Ejection
At this point, the mold is opened through the clamping unit. In order to remove the manufactured part from the mold, an ejection force is used.
Limitations of Injection Molding Polymers


High start-Up Cost
Before the injection molding of polymers is carried out, two significant processes must be carried out. The first step is to design and model the specific part that needs to be produced, which consumes money and time. The second step involves creating an injection molding tool complex enough to make the desired parts. The tool is very complicated and requires time, money, and human resources.
Longer Initial Lead Time
The initial stages of designing, testing, and tool creation take a long time. However, the initial stages may be shorter for a client who knows the exact part design.
Limitations In Terms Of Part Size
Polymer injection molding cannot handle more significant parts because even the smaller parts require huge machines. Therefore, more significant parts may need other manufacturing methods like the fabrication process.
High Expertise in the Designing Stage
Polymer injection molding must be done by an expert because the part design requires keenness to avoid problems like undercuts.
Advantages of Injection Molding Polymers


Efficiency
Injection molding of polymers is a swift process, with each cycle taking not more than two minutes. Each cycle time depends on the complexity of the mold giving high production output within a short time.
Complex parts
Polymer injection molding has no limit to the number of part designs it can produce. Over a million identical and complex parts can be made within a short period of time.
High Strength
During the design stage, an engineer must know the function of every part to make a solid and flexible or rigid polymer part. Understanding the application of a given part will determine how the gussets and the integrating ribs will be designed.
Flexibility
Injection molding polymers have endless possibilities in terms of colors and materials. The manufacturer and the client can choose from the available polymers in any color.
Minimized Waste
Most polymers are easy to recycle, resulting in less or no material waste during production. Currently, most polymer injection molding companies have adopted green manufacturing procedures. Recycling not only saves money but also the environment.
Reduced Labor Cost
Injection molding equipment is designed to run automatically from the first to the last stages. Automation requires less supervision hence reducing human labor.
Common Defects on Thermoplastic Polymers Injection Molding
Flash
Causes – Flash occurs when the injection pressure is very high, or the clamping force is too low.
Solution – to avoid flash in the final product, ensure that the right amount of pressure and clamping force are correct.
Warping
Causes – Warping can happen due to a lack of uniformity in the cooling rate.
Solution – a uniform cooling process will prevent warping.
Bubbles
Causes – Bubbles are caused by high injection temperature or moisture in polymer or non-uniform cooling speed.
Solution – before material injection, check if the material has moisture and ensure the injection temperature is on point.
Unfilled Sections
Causes – some sections may fail to be filled because of low material volume or low flow rate of the material.
Solution – Inject the right material volume and set a reasonable material flow rate to ensure all sections are filled.
Sink Marks
Causes – sink marks are caused by a non-uniform cooling rate or a short cooling time.
Solution – sink marks can be avoided when the cooling rate is uniform within the correct cooling time.
Ejector Marks
Causes – ejector marks also occur when the cooling time is too short or when the force during ejection is too high.
Solution – consider checking the force during ejection and the cooling time to avoid parts with ejector marks.