





Cold Runner Injection Molding
This is a type of injection molding whereby the injected material resin inside the Mold Cavity undergoes cold cooling. They Cold Runner Injection Moldings are available in two categories namely Two or three Plated Molds.
When the molten material resin is ready for injection into the Cold Runner Molding cavity, it is conveyed via the nozzle. No amount of heating is required once the molten resin is injected and cooling takes place as a cold process.
Advantages of Cold Runner Injection Molding
The parts required to design it are usually few with very basic design compared to Hot Runner Injection Moldings.

All the surplus materials remain in the feeds and can be removed with the product and remelted.

Because there is no heating element, very many heat-sensitive thermoplastics can be used for injection molding
Disadvantages of Cold Runner Injection Molding
Design Limitations: the cooling of the thermoplastics in the runners is usually very limited. It is best for parts with simple designs.
Increased Material Wastage: when you use the two-plate mold, the sprue has to be cut from the product. The Runner in three-plate molds has to also be removed from the product. in both instances, there is significant loss of materials.
Cycle Time: since the injection speed is slow for efficiency and ample time is required to cool down the mold, the cycle time is very slow. It may not be realistic to use it for high volume productions.
Types of Cold Runner Injection Moldings


We can have a basic overview of either designs as follows:
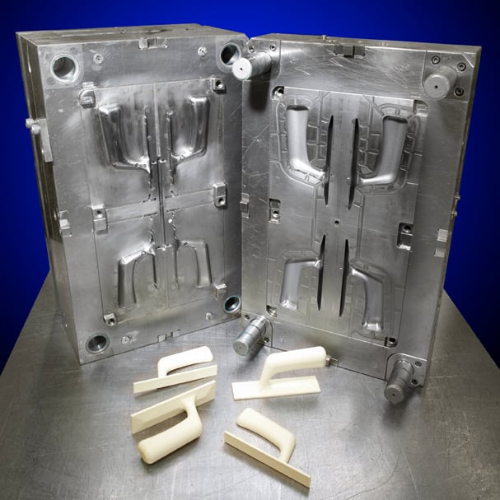
· Two-Plate Cold Runner Injection Molding
When it comes to Cold Runner Injection Molding, the two-plate injection molds have the most basic and cheap design. This reduces the Injection Molding Process cycle time and generally cut down on the whole process lead time.
For this type of Injection Mold, the design is not very complex but has a unique design trait. The positioning of the cavities plus the runners and the gate is on just one side of the injection mold.
However, the downside of this mold is that you will have to cut off the gates once the final product has been processed.
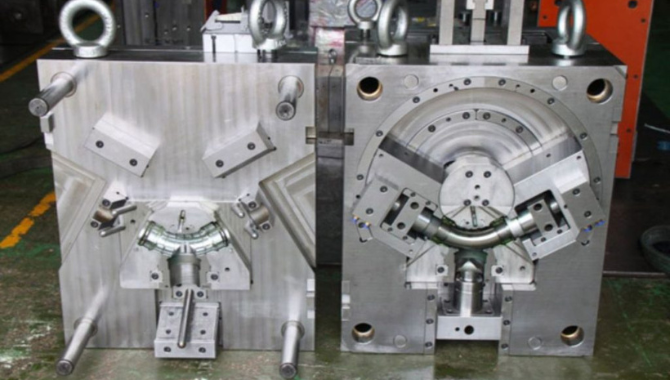
· Three-Plate Cold Runner Injection Molding
The is very minimal design difference from the two plate Injection mold, just an additional plate The configuration is such a way that the two parting planes have a mold that basically divides them into three parts.
The ejection systems for both the runner and part formed are different. This eliminates the need to cut off the runner once the process is complete.
On top of that, the gating location in this design is very flexible and cheaper when you compare them to hot runner systems.
The downside is extended cycle times besides the mold tooling design being very complex. The pressure required to facilitate the injection is also high with a significant wastage in the molding material used.
Cold Runner Injection Molding Vs Hot Runner Injection Molding


We can begin by comparing the cooling and heating systems for the two moldings. For starters, heating in the Hot Runner Injection Molding is through a manifold.
The molten plastic is heated inside the mold using double plates together with the part being molded. In Cold Runner Injection Moldings, the Thermoplastic Resin material is first heated before being injected into the mold cavity.
This has to be specifically done through runners which are not heated at any point. They design is either two or three plated with the end product normally having the runner still attached.
Let us have a look at the advantages of Cold Runner Injection Molding over Hot Runner injection Molding:
- The number of thermoplastic materials used in Cold Runner Injection Molding is much higher compared to Hot Runner Injection Moldings
- You can easily alter the color or design in Cold Runner Injection Moldings
- The cost of the whole Cold Running Injection Molding process is cheaper
On the other hand, some of the disadvantages of Cold Runner Injection Molding over Hot Runner Injection Molding include:
- The amount of material waste produced is usually very high
- The cycle time is normally slower leading to production of lesser parts
- The parts produced usually have very low tolerances
Additionally, comparison between the two can be analyzed using other parameters such as:
- Production Quantity: the output quantity produced in Hot Runners is higher than in Cold Runners. This is because the runner and the product are not the same at the end of the production process hence reduced cycle time.
- Production Speed: Cold Runners tend to have slower processing speeds. The lead time is usually shorter since the runner doesn’t have to be separated from the mold and grinded.
- Materials: heat sensitive materials are not recommended for use in Hot Runner Injection Moldings. Lack of a heating element in Cold Runner Injection Moldings allow it to be compatible with a wide variety of thermoplastics.
Defects, Causes And Prevention In Cold Runner Injection Molding


Making the Molds used in Cold Runner Injection Molding requires precision and extreme levels of expertise. This is in order to avert any production flaws they may prove costly in the end especially in mass productions.
However, like with all systems, mistakes normally occur even with very high levels of precision. Let us have a critical analysis of such defects and how to prevent them.
· Vacuum Voids
These are air bubbles that have been trapped inside the Cold Runner Injection Molded part. They are mainly brought about when the molten thermoplastic solidifies unevenly inside the mold.
These voids also come about when the two-plate molds or three-plate molds are not correctly aligned. This deformity can be prevented by using molten thermoplastic that is less viscous.
The viscosity ensures that lesser air packets are trapped when the molten plastic flows freely. Additionally, you should ensure that all the mold parts are properly aligned.
· Flash
During the Cold Runner Injection Molding process, some molten polymers may leak through the parting lines of the mold. The major cause for this is poor force is applied when clamping the mold.
Additionally, when you apply too much injection pressure tends to force the molten plastics through the parting lines. Regular servicing and maintenance of the mold itself to reduce wear and tear is one of the ways of preventing flash.
You should also ensure that you use enough pressure when clamping the mold so that it is properly shut during injection. The injection speed and pressure should also be optimal to ensure the part dries out evenly.
· Weld Lines
They are not lines per se but more of a plane that occurs where molten thermoplastic between two or more plates link in the mold. The major cause of weld lines is lack of proper bonding where the molten plastic met in different mold fronts.
To counter such effects, you should ensure that the temperature of the molten thermoplastic is very high. You can as well use a thermoplastic that is less viscous while at the same time raising the injection speed.
· Warping
This phenomenon occurs when the molded part is deformed due to uneven shrinkage on its surface during its cooling. When the plastic material cools at different rates in different places, internal stresses are created that lead to the warping.
Giving your Cold Runner Injection Molding sufficient time for cooling at a slow pace can prevent the build-up of internal stresses. The design of your mold should be in such a way that the walls have a uniform thickness to facilitate free flow of the molten plastic.
· Jetting
A defect in molten plastics that do not allow it to stick to the surface of the Cold Runner Injection Mold. This is mainly due to high injection speeds and it forms wave-like patterns on the molded part.
A decrease in the melting temperature of the molten plastic combined with increased viscosity of the plastic usually is the major cause. You can lower the injection speed of the cold Runner Injection Mold by increasing the gate size.
Materials Used In Cold Runner Injection Moldings
When deciding the best thermoplastic resin to use for your project, there is honestly no favorite among the many available. Each Cold Runner Injection Molding project has its own unique requirements that can be satisfied by the different materials.
When choosing the plastic material for your Cold Runner Injection Molding, the main consideration should be the parts intended purpose. They also need to withstand the prevailing environmental conditions depending on areas of application.
Let us look at some of the properties of the most common thermoplastic materials used in Cold Runner Injection Moldings:
· Polycarbonate (PC)
This type of thermoplastic resin is clear in color with durability as one of its major attributes. During Cold Runner Injection molding, it exhibits accurate dimensional control since its shrinking rate is very uniform.
For this material to produce quality finishes on the product, the Cold Runner Injection Mold must be well polished on its surface. A very high grade of stainless steel is what is recommended for building such molds that use Polycarbonate.
· Polypropylene (PP)
This is the most appropriate thermoplastic material for use in Cold Runner Injection Molding parts used in the food industry. The reason is that it is hard for its chemicals components to mix with any food products packaged in them.
It is very tough with but elastic and flexible at the same time. You can comfortably wash the parts with hot water without compromising its structure and chemical composition.
· Polyethylene (PE)
This type of Thermoplastic Resin material is very light weight with good resistance to chemical corrosions. Because it is a cheap material, it is mostly preferred in Cold Runner Injection Molded parts like milk bottles and various types of trash cans.
Though it is not as hard or very strong, it is the resin of choice for making kids toys. It is non-toxic to the body and can be thrown around without any significant damage.
· Polyoxymethylene (POM)
This Thermoplastic Resin material is usually used in Cold Runner Injection molding of parts that are generally made using metal. Its main characteristic is its strength, durability and rigidity.
It is appropriate for the molding of knife handles and very many types of mechanical fasteners. It highly resistant to many chemicals like detergents and alcohol though they cannot withstand hydrochloric acid.
· Thermoplastic Polyurethane (TPU)
The upside of using this type of Thermoplastic material is the great level of tear and tensile strength it possesses. It is preferred for the Cold Runner Injection Molding of components that are elastic with rubber qualities.
The downside is that it is a costly form of material resin when compared to other resins. It is however used in many applications requiring some form of grip while handling it.